اصول و روشهای مختلف تمیزکاری بدنه رنگ آمیزی کشتی ها
تمیزکاری بدنه رنگ آمیزی
مقدمه:
براساس متداول در صنعت دریایی و مقررات موسسات طبقه بندی از لحاظ حفظ و تداوم ایمنی. واحدهای شناور می بایستی هر دو سال یکبار جهت بازدید تعمیرات زیرآبی (DOCKING SURVERY). و تجدید رنگ آمیزی بدنه خارجی بخارج از آب منتقل گردند.
بلافاصله پس از بالا کشیدن شناور مراحل مختلف کار بترتیب زیر انجام خواهد شد:
1- شستشوی بدنه زیر آبی تحت فشار، برای زدایش خزه ها تا حد ممکن.
تمیزکاری بدنه رنگ آمیزی
2- خزه تراشی بدنه زیرآبی با بیلچه و کاردک. (این می بایستی قبل از خشک شدن بدنه و سخت شدن خزه های روی بدنه انجام شود).
3-سندبلاست بدنه خارجی با ماسه تحت فشار (SAND BLASTHNG) یا آبراه آهن تحت فشار (GSHOT BLASTIN) یا واتراجت (WATER JET SYS).
4- شستشوی بدنه بلافاصله با آب شیرین تحت فشار جهت نمک و گرد و غبار زدائی.
5- رنگ آمیزی لایه اول (PRIMER) مطابق استاندارد رنگ معرفی که بمنظور جلوگیری از رنگ زدگی بدنه. تا انجام رنگ آمیزی لایه دوم و همچنین بمنظور ایجاد چسبندگی سایر لایه ها به بدنه می زنند.
6- تعمیرات بدنه زیرآبی نظیر: برش زینگ آنه های دچار خوردگی و نصب زینگ آندهای جدید. بازدید-سرویس و احیاناً تعمیر زنجیر و لنگر، دریچه های ورودی آب دریا (CHESTS SEA) و والرهای مربوطه شافت و پروانه، تعویض ورق ها و فریم های دچار خوردگی بیش از حد مجاز زیرآبی داخل مخازن و غیره.
الف: وسایل و روشهای انجام کار برای تمیزکاری بدنه
1- HINGUSRB REW (روش برس سیمی)
که معمولاً به برس های سیمی دوار اطلاق می گردد. یک روش قدیمی است که برای تمیز کردن درزهای جوشکاری بکار می رود. و برای زنگ زدایی مناسب نیست. عیب اصلی این روش در این است که سطوح مورد نظر صیقلی می شوند و بنابراین این میزان چسبندگی آستری را به سطح می دهد. در نتیجه باعث افول رنگ آمیزی می شود.
2- GHIPPING (پوسته کردن با چکش اسکراب)
روش پوسته کردن معمولاً همراه با روش اول (پرس سیمی) صورت می گیرد. این روش گاهی اوقات برای انجام تعمیرات جزئی و در مورد روش های قدیمی رنگ آمیزی به کار می رود.
این روش برای مهیا سازی کلی سطوحی که با رنگهای اپوکسی و کلر نیتدر را که پوشش می شود مناسب نیستند.
3- FLAME CLEANING (زنگ زدایی با شعله)
این روش برای زنگ برداری (بطریقه گرمایش به کمک استیلین با پروپان+ اکسیژن) بکار می رود. این سیستم کلیه لایه های زنگ را از بین می برد. بنابراین مدرن بحساب نمی آید.
4- DISC SANDING (دیسک سمباده)
این روش شامل دیسک های دواری است که روی آنها مواد زیر و دارای خورندگی (سمباده) پوشش می گردند. این طریقه برای تعمیرات جزئی و موضعی بکارروی می شود. کیفیت خوب این سیستم به ثبوت میرسد و می تواند سطوح خوب و درخشنده ای از خود بجای گذارد.
تمیزکاری بدنه رنگ آمیزی
5- SWEEP BLASTING (بلاستیک جارویی)
این روش دستی برای تمیز کاری سطحی فلزات دارای آستری از آلودگیها قبل از انجام پوشش رنگ بکار می رود.
6- BLAST CLEANING (بلاستیک خشک)
این روش عبارت است از برخورد مواد خورنده با سرعت زیاد به سطحی که می بایستی. برای رنگ آمیزی مهیا شود این طریقه یا دستی و یا به صورت اتوماتیک و توسط چرخش پروانه صورت می گیرد. که البته دقیقترین روش برای زنگ زدایی است (در بند -8 مفصلاً شرح و بررسی می شود).
7- WET(ABRASIVE)BLAST CLEANING (بلاستیک مخلوط آب و شن با آب تحت فشار فوق العاده زیاد)
این روش که همان بلاستینگ تر می باشد. برای مهیا سازی سطوحی که بشدت زنگ زده می باشند بکار می رود.
-فشار 700 الی 900 کیلوگرم بر سانتیمتر مربع
-مصرف آب: 4000 لیتر در ساعت
-سرعت تمیزکاری: حداکثر 5 متر مربع در ساعت (بستگی به موادی دارد که می بایستی از روی سطح برداشته شود).
-کاربرد: برداشتن آلودگیهای نمکی-لایه های کهنه و زنگ.
8- SAND BLASTING
8-1) نتیجه مهیا سازی سطوح برای رنگ آمیزی وقتی رضایت بخش خواهد بود که اینگونه سطوح کاملاً تمیز بشوند. برای تمیز نمودن سطوح بزرگ نظیر: پلها، مخازن، کشتی ها و غیره… سیستم سند بالاست دستی با انعطاف پذیری که دارد از بهترین روشها محسوب می شود.
در این روش از برخورداری مواد خورنده (ماسه، براده آن، خورده شیشه و غیره) مخلوط با هوای فشرده استفاده می شود. ظرفیت تمیزکنندگی دستگاه سند بلاست بستگی به میزان زنگ موجود روس سطح، نوع مواد خورنده، اندازه نازل (قطر نازل)، فشار هوا و غیره دارد.
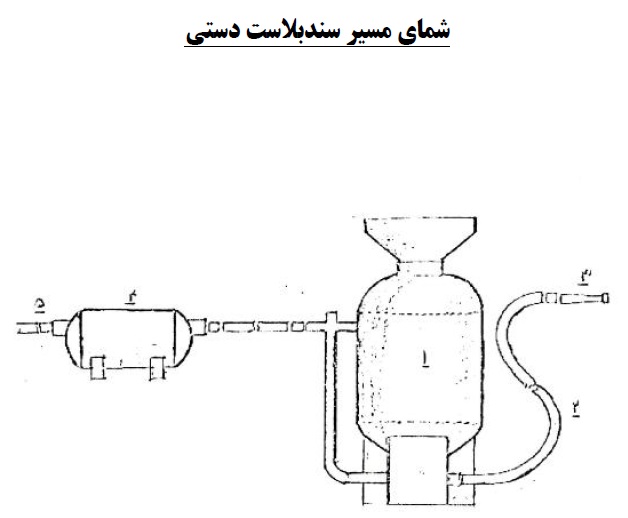
در شکل زیر مسیر یک سیستم سندبلاست دستی نمایان و مشخص است. بطور معمول میزان فشار هوای خارجی از نازل در هر اندازه از نازل که انتخاب شود. در سیستم بلاسینگ هوا و سلیس 7 اتمسفر است بعلاوه قطر نازل بستگی به اندازه سطح دارد. هر چه اندازه سطح بزرگتر باشد نازل با قطر بزرگتر و هرچه اندازه سطح کوچکتر باشد. (لوله های باریک، نبشی، و فریم ها) با قطر کوچکتری بایستی انتخاب شود.
1-یونیت سندبلاست
2-لوله یونیت سندبلاست به نازل
3-نازل سندبلاست
4-منبع هوای فشرده
لوله منبع دارای هوای پر فشار کمپرشود
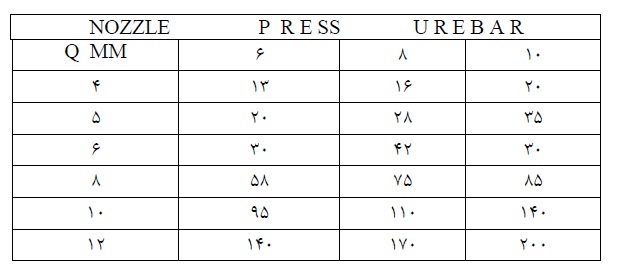
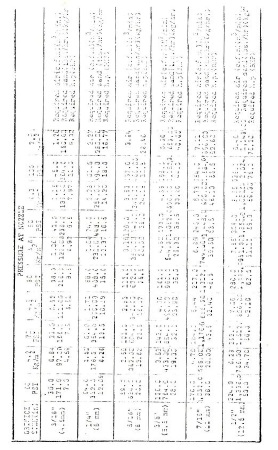
بطورکلی نسبت بین قطر نازل، دبی (میزان بازده) نازل و فشار خروجی از نازل بستگی به طرح و ساخت کارخانه سازنده. و نوع مواد خورنده (ماسه، براده آهن، خورده شیشه، مواد پلاستیکی و غیره) دارد.
بدیهی است هرچه جنس مواد خورنده نرم تر باشد فشار بار بیشتری برای پاکسازی سطح لازم است. که بایستی با توجه به نیاز، نوع کار، حجم کار و جنبه های اقتصادی نوع نازل انتخاب شود. در جدول صفحات بعد دو نمونه از تولیدات نازل کارخانه اطلس کوپکو (سوئدی) و. AIR BLAST B.V (هلندی) درج شده است.
-جدول نسبت دبی هوای خروجی از نازل بر حسب لیتر در ثانیه به قطر نازل و فشار خروجی هوا. از نازل بر اساس نازلهای ساخت اطلس کوپکو.
-در جدول صفحه بعد نسبت بین قطر نازل، میزان دبی متر مکعب در دقیقه و فوت مکعب در دقیقه نازل. و فشار خروجی از نازل را در نازلهای ساخت کارخانه BLAST B AIR.V. هلندی نشان می دهد.
همانطوریکه اشاره گردید. بهترین و مؤثرترین وسیله برای رنگ زدائی سطوح فلزی با ابعاد بزرگ نظیر کشتیها از نظر سرعت عمل و کیفیت کار. نمونه ای از آن که در داخل کشور شده. و با نوع استاندارد خارجی آن مطابقت می نماید تشریح می گردد.
8-2) طرز استفاده از دستگاه سندبلاست
1- ابتدا مخزن را از ماسه سرنده به اندازه 3/4 گنجایش مخزن پر نموده و چنانچه ماسه را سرنده نموده و استفاده نمایید. باعث گرفتگی سر شیلنگ مخصوص میشود و مانع خروجی ماسه می گردد.
2- شیر شماره 1 که ورود هوای فشرده به داخل مخزن می باشد را باز نمائید.
3- پس از ده ثانیه شیر شماره 4 (شیر هوای مخصوص هماهنگ کننده ماسه) را نیم باز نمائید.
4-شیر شماره 3 (شیر خروج ماسه) که زیر دستگاه قرار گرفته است. را به اندازه مورد مصرف باز نمائید و چنانچه فشار هوا کم باشد. شیر مذکور را تا آخر باز نموده و عمل ماسه پاشیدن را انجام دهید.
8-3) طرز خاموش کردن دستگاه
1- ابتدا شیر شماره 3 را بسته و سپس بترتیب شیرهای شماره 2 و 1. و در آخر شیر شماره 4 را به منظور خارج شدن هوای ذخیره در تانک باز نمائید.
8-4) نکات ایمنی مهم
هنگام کار با دستگاه های شن پاش رعایت مواد زیر ضرورت دارد
-پوشیدن لباس کار مناسب
-استفاده از کلاه ایمنی مخصوص
-استفاده از دستکش مخصوص
ضمناً مواظبت های لازم جهت عدم ورود دانه های درشت شن و ماسه بداخل نازل ها بایستی صورت گیرد.
بدیهی است در صورت بروز چنین اشکالی دستگاه را خاموش کرده و پس از اطمینان از قطع جریان هوای متراکم، انسداد را بر طرف نمود. اصابت یک دانه شن به بدن موجب ضایعات فراوان خواهد گردید. اتصالات قبل از انجام کار بازرسی شوند. از صحت کار درجه فشار هوا باید مطمئن بود. شیر اطمینان پس از چند بار استفاده حتماً بازرسی شود. رعایت این نکات موجب انجام کار مفید و رضایت بخش خواهد بود.
8-5) کلاههای ایمنی و لباس کار
یکی از وسایل ایمنی که می بایست هنگام کار با دستگاه های رنگپاش و بخصوص شن پاش استفاده نمود کلاه ایمنی مخصوص می باشد. که برای جلوگیری از ورود ذرات رنگ. یا گرد و خاک به ریه و یا اصابت دانه های شن و ماسه به سرو صورت استفاده نمود. کلاه ایمنی مزبور معمولاً از نوع فایبرگلاس بوده و می بایستی دارای چرمی و شیلنگ هوای تنفسی، با مقاومت و وسعت دید کافی باشد. هوای مورد تنفس توسط یک رشته شیلنگ از قسمت پشت کلاه به داخل محفظه وارد گشته و شخص استفاده کننده. بدون کوچکترین اشکالی در عمل تنفس می توانند به کار ادامه دهند. در ضمن جریان ورود هوا به داخل کلاه باعث می گردد که گرد و غبار موجود در فضای اطراف به داخل کلاه نفوذ ننماید.
6-8) دستگاه های تصفیه هوا-رطوبت گیر
استفاده از دستگاه های تصفیه هوا بدلیل آلودگی محل کار، یکی از موارد ضروری بحساب می آید. چه آنکه هوای مصرفی بهنگام کار با دستگاه ها به علت پخش ذرات رنگ، بخصوص ماسه و شن کاملاً دچار آلودگی و غیرقابل تنفس می باشد. بنابراین لازمه حفظ سلامتی شخص استفاده کننده، ایجاد هوای سالم تنفسی می باشد.
8-7) آمادگی سطوح و استانداردهای مختلف
عمر مؤثر یک لایه ضد زنگ، مورد بکارگیری سطح فولادی کاملاً بستگی به این دارد. که سطح قبل از رنگ آمیزی تا چه حد مهیاسازی باشد. همچنین این مسئله به نوع و ضخامت رنگ نیز بستگی دارد.مهیاسازی سطوح اولاً شامل مهیاسازی اولیه سطح با هدف تمیز کردن زنگ. و اشیاء خارجی از روی سطوح فلزی قبل از رنگ آمیزی لایه (FRIMER) می باشد.
ثانیاً- هدف از میهیاسازی سطوح، برداشت زنگ و اشیاء خارجی از روی سطوح فلزی مورد پوشش. با (SHOP PRIMER) یا (PRIMER) قبل از بکارگیری لایه ضد زنگ می باشد.
8-7-1) چنانچه بخواهیم میزان دقیق و معینی از زنگ زدائی و تمیزکاری یک سطح فلزی را قبل از رنگ آمیزی مشخص نمائیم، اصلح است. از استانداردهای مورد شناخت سوئدی با شماره (SIS 055900) و بشرح زیر استفاده نمائیم.
نوع A- سطح پوشیده شده از مواد پوششی محافظ.
تمیزکاری بدنه رنگ آمیزی
نوع B- سطح فلزی که شروع به زنگ کرده است. و مواد پوششی محافظ بصورت سطوح پوسته شده در آمده است.
C-سطح فلزی که مواد پوششی محافظ آن سطح فلزی جدا باشد و یا بسهولت قابل تراش است. با حفره های کوچکی که بسختی با چشم غیر مسلح قابل رویت است.
نوع D- سطح فلزی که مواد پوششی محافظ بکلی از بین میرود. و سوراخهای بسیاری که قابل رویت با چشم غیر مسلح می باشند نمایان می شوند.
8-7-2) درجات مهیا سازی سطوح مطابق با استانداردهای سوئدی
استاندارد سوئدی، دارای 6 درجه می باشند. که سه تای آنها بشرح زیر معمولاً در مشخصه های فنی کاربرد دارند.
(ST3)
اسکراپ های خیلی دقیق و تمیزکاری با برس های سیمی و ماشین های سنگ سمباده.
طرز عمل: با دقت برداشت زنگ، اشیاء خارجی و لایه های زنگ مورد جدا شدگی از سطح فلز می باشد. بکارگیری از برس سیمی، استفاده از برس برقی، این روش می تواند مواد پوشش محافظ پوسته میشود. زنگ زدگی و مواد خارجی سطح فلز را کاملاً برطرف نماید. سپس با استفاده از سیستم تمیز کننده مکشی (جاروبرقی) هوای متراکم خشک. و با برس می باید سطح را تمیز نمود تا سطح درخشنده فلز نمایان شود.
تمیزکاری بدنه رنگ آمیزی
تذکر: در مواردیکه اصطلاح ST3 بکارگیری می شود. منظور درجه TS3 در استاندارد سوئدی می باشد.
استاندارد بلاشینگ کامل: این روش پوسته پوششی محافظ، زنگ و مواد خارجی سطح فلز را کاملاً تمیز می نماید. و ممکن است فقط لکه هائی به شکل نقاط و خطوط بر جای بماند.
سپس با استفاده از جاروبرقی-هوای متراکم و با برس می باید سطح را تمیز نمود.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
ارتباط با ما در شبکه های اجتماعی
https://t.me/foolad_paytakht تلگرام
https://www.instagram.com/folad_paytakht اینستاگرام
https://www.instagram.com/foolad_paytakht.ir اینستاگرام

























 آمار
وب سایت:
آمار
وب سایت:

